Some common mechanical components, designed around the limitations of 3D printing in ABS.
Mechanical Design for 3D Printing
with Jon Lusk
November 2012

Contents
For More on this Project
There's a great deal of hype surrounding the technology of additive manufacturing or 3D printing just now. I'm sure my audience has heard things like “It'll make whatever you can imagine”, to which the appropriate answer is, after Han Solo, “I don't know, I can imagine quite a bit.” In truth, like any manufacturing technique, 3D printing is ideal for some things, marginal for others, and completely unworkable for a few; but with a bit of knowledge about the limitations of your particular additive process and some clever workarounds, you can expand the capabilities of the machine and avoid the inevitable hype hangover. Here I've collected a few modest contributions to that: some common mechanical components and structural features that hopefully will be of use to your 3D printing projects.
A word about workflow: I designed all these parts in Solidworks (2013 version, specifically) and exported them as stereolithography files (*.STL), which I then provided to friend, engineer, and co-investor in our 3D printer, Jon Lusk. He kindly brings me printed parts the next day. I'll try to photograph and present all parts in their raw state; if any hand-finishing steps such as deburring or acetone smoothing are necessary I'll be sure to mention it. Our specific machine is a Solidoodle, a FDM-type (Fused Deposition Modeling) printer that works in ABS plastic, similar to a Makerbot or RepRap.
Screw Threads
Machine screws, bolts and nuts, lead screws, and so forth are not really well suited to low-end 3D printing in its present state of development. But trying as I was to push the technology and my skills as far as they would go, I made an attempt all the same at desiging a screw thread that would be suitable for printing.
There's a good reason the thread profile looks so unusual. Since you can't really lay hot, soft strands of plastic into the air without some type of support, bridge-like structures are limited in span and cantilevers are right out; the ideal situation is for the design to get smaller as it gets higher. You can, however, comfortably break this rule, without printing any kind of support structure or “raft”, as long as the angle from the vertical is 45° or less. So I've used for this design a type of profile known as a “buttress” thread, which obeys that rule when printed vertically as seen in the drawing below.
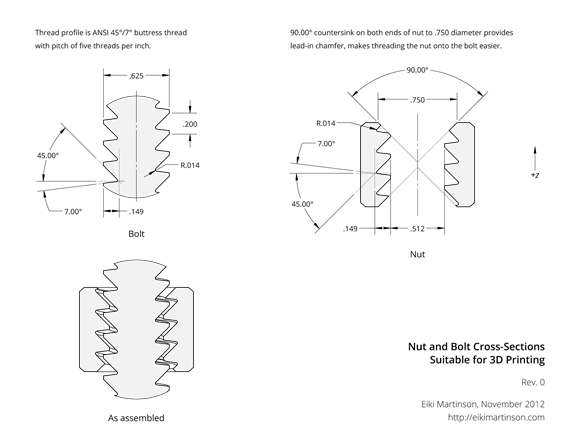
A mechanical drawing of the thread profile, click to download pdf
This thread type has served in specialized roles for a long time; because they can take very high axial load in one direction, they're ideal as leadscrews for things like vises or jacks that apply great force in one direction, but much lower force in the opposite direction. They're useful at the breech end of artillery guns for the same reason. This is good for me because I'm working on a larger project where this type of thread is both a) exactly what I need, because I'm only applying force in one direction, and b) ideally suited for 3D printing.

Nut and bolt assembled
If you'd like more details about the thread profile, please refer to the drawing. This is specfically an ANSI 45°/7° buttress thread, with dimensions as I've detailed there and a pitch of five threads per inch. It took some fiddling to get the gap between bolt and nut quite right—my first attempts were almost impossibly tight, but any more loose would be too loose; you may want to adjust the inner diameter of the nut or the outer diameter of the bolt if you need a tighter fit.
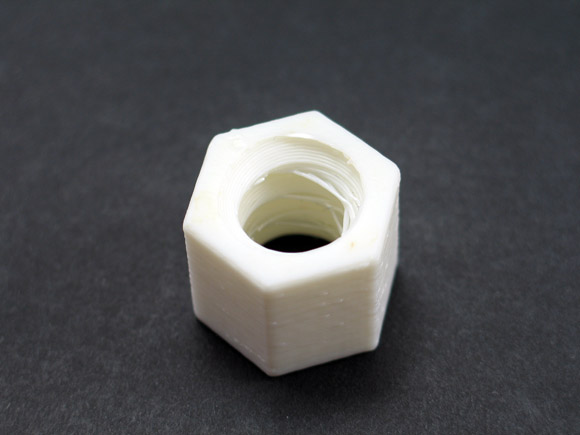
Nut with stranding defects
The internal threads in the nut display some loose strands caused by the filament not staying where it's laid and instead forming a chord across the circle. I'm not sure how to design around this, but probably slowing down the feed of the printer would help. Regardless, the function of the nut is not hurt much by this, and a few cycles of threading it on to and off of the bolt breaks most of these strays out. The bolt as seen in the photos is completely unfinished, just as it comes out of the printer.
Solidworks part files (*.SLDPRT) are available below for those who have Solidworks and want to modify the parts in a parameterized way. I've also included the exported stereolithography files (*.STL) if you just want to print them directly.
Snap-Fit Pivots
Here's one way to print a hinge or bearing allowing rotation between two parts. One component is equipped with a protruding hub, the other an appropriately sized hole; the hub has a flared end and is split in two, with a gap between the two halves allowing them to be squeezed together and inserted into the hole; once the pressure is released the hub expands again and retains the female half of the pivot.

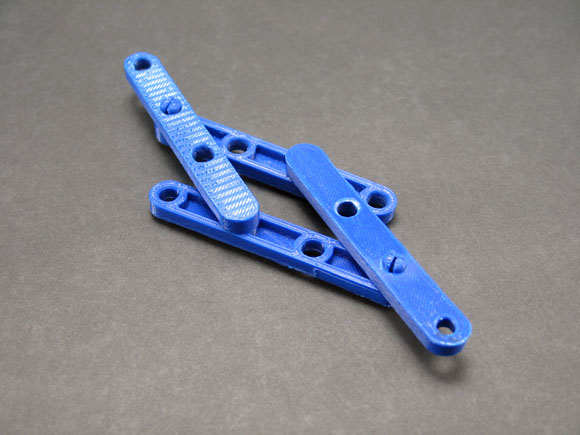
Demonstration mechanism in two positions
The rhombus linkage shown here is made up of four identical parts, each of which has a hub and three holes. The clearance between the hole and the hub is critical to how the joint feels when moved; since I'd never designed this kind of thing as a 3D print before I followed a kind of Goldilocks Principle and included three holes of varying diameter, one slightly larger and one slightly smaller than the expected value, so I could try each of them. In this case the middle one was indeed just right. I've made a dimensioned drawing of the hub and this middle hole so that anyone can add it to their own part designs; be aware that large changes in length or especially overall diameter may make the clearance I've specified no longer ideal. Test fitting is really the only way to be sure. Also, it should be noted that the linkage parts shown here were deburred a bit before assembly.
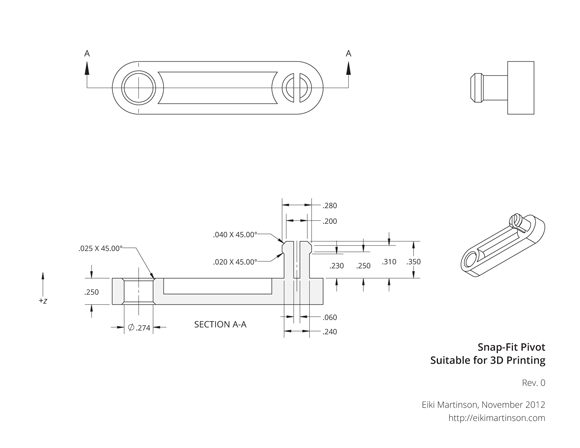
Mechanical drawing of most successful pivot geometry, click to download pdf
A Solidworks part file and STL model are available below; it's the complete part as seen in the photos so that you can experiment to see which clearance is best, which may well be necessary owing to variation between 3D printers and techniques.
Dovetail Joints
One way to join two printed parts together at a right angle is the dovetail joint shown here. You may ask: “Why not simply print the whole assembly as a solid piece? Why import obsolete concepts from woodworking, of all things, into our glorious 3D-printing future?” Well, there are a few reasons. First, a design may be up against the size limits of the printer, and so breaking it up into parts that snap together may help extend your capabilities. Another reason is that you can sometimes avoid the use of support material by choosing the best printing orientation for each part of the whole; you can achieve cantilevers and similar geometry by simply printing them on the base separately and assembling later. Finally, you may need to make an enclosure that can be assembled around something and later opened again.
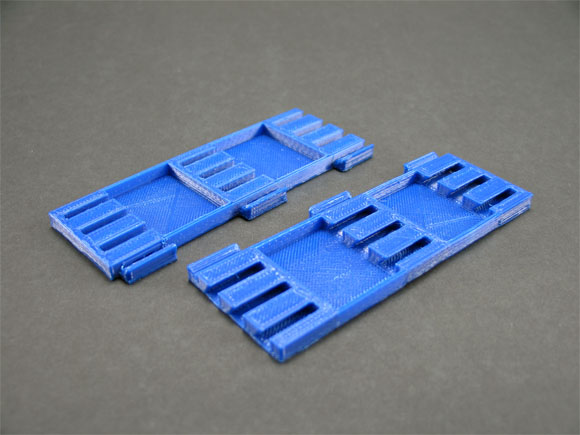
Demonstration dovetail parts
This demonstration part includes both the female slot and its male complement, so that two copies of the same part can fit together. I've designed this with multiple tabs along its length; the rectangular cuts in the face of the part are only to give the male tabs a place to go before sliding the two together.
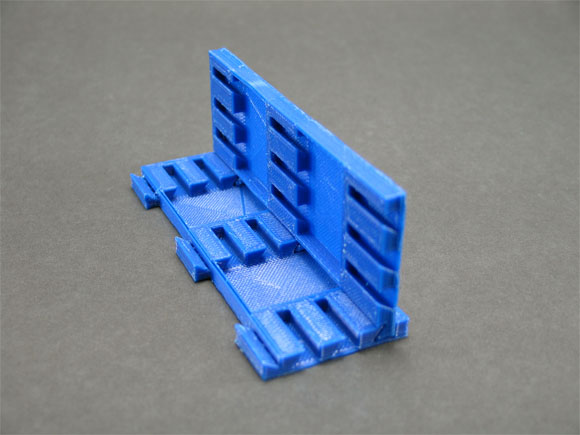
Dovetail assembled
Many variations on this design are possible, but consider that changing the length significantly may result in much less or much more insertion force, which may not be acceptable. The parts in the photograph are shown as they came from the printer; no deburring was performed but heavy chamfers are designed into the model to make assembly easier.
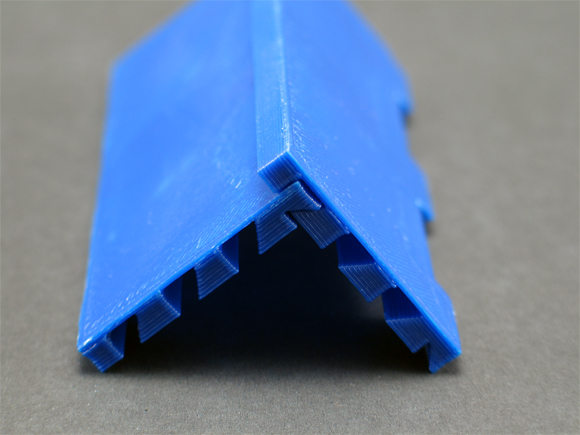
Dovetail joint magnified
In designing these parts for test-fitting I've again used the Goldilocks principle, but the outcome in this case was that the tightest variant was the best one, at least for our particular printing process. The mechanical drawing is of this most successful variant, which I will continue to use in other 3d-printed designs, but once again I've included the complete demonstration model for the benefit of the experimenter.
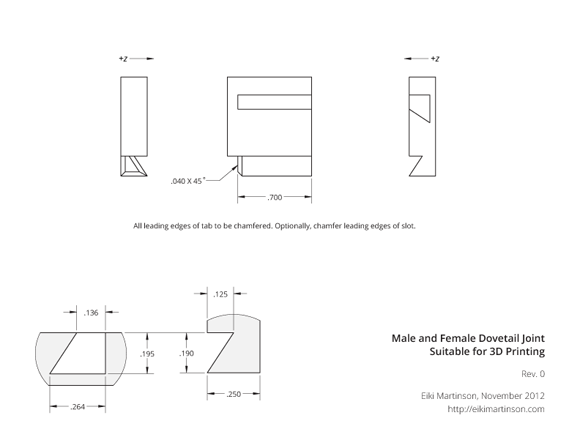
Mechanical drawing of best-fitting dovetail, click to download pdf